如何让数控折弯机折弯不仅折弯安全,而且更高效?
如何让数控折弯机折弯不仅折弯安全,而且更高效?
题记:
前几天,一个广西客户跟我说,“他有个员工折弯的时候,不小心把手指折断了,其实之前已经出现过一次了,但是没有重视,想想自己是老板真的是惭愧”,现在他说给员工找的最好的医院,但是似乎手指已经坏死了,他说:“这个教训,他会记一辈子。”
作为一家专注折弯机剪板机数控系统研究的公司,我们目前一直只专注于折剪系统的优化升级,也许你看到国外的系统折剪高大上,也许你觉得国外系统价格高就性能好,但是事实是怎么样的,扭轴类折剪系统,目前国有市场占有量已经超过了80%,就像2010年前,诺基亚手机市场占有率高达70%,现在呢,在中国,中国自产手机,市场占有率已经超过69%,在国外中国产手机市场占有率也有46%,工业行业,一切大势所趋,我们也期待可以做折剪系统行业做些变化,在扭轴伺服折弯机剪板机系统领域,我们首先做到了稳定,但是我们依然持续性投入,我们希望可以再改进、再升级,做到完美、安全、高效,这是国外系统研发上不愿意做的,或者不愿意在扭轴伺服领域持续投入的。
今天主要给大家介绍,我们系统一个很重要的突破功能,折弯机工进点、压板点变速折弯,还能保持高速度的功能与方案,这个功能在AMADA机器上是有的,在DELEME 66T电液系统上是有的,在CYBELEC 电液880S上是有的,这个功能很好用、关系到客户的折弯安全、员工的生命安全,你想用到国外系统,你花的代价是怎么样的呢?以63T2500为标准,AMADA数显折弯机,均价是25万左右,DELEM 66T电液伺服折弯机,均价在35万左右,CYBELEC 880S电液伺服折弯机,均价在25万左右,你想用到这个安全折弯功能,国外让你花的代价是比较大的,但是我们在扭轴伺服折弯机书系统上也加上了这个安全折弯的功能。
首先介绍下,我们宣传的工进点、压板点变速折弯,同时还能保证高效折弯的折弯机功能与传统折弯带工进变速的区别在哪里?
1) 传统折弯机的液压阀带变速功能,变速点调的较高,安全性有了,但是毫无效率可言,我们不仅可以控制工进变速点、还可以控制压板点的变速,关键速度可以很快。
2) 既然传统折弯机变速点调的较高,速度与效率就较低,那为何不把变速点调的低点呢,但是传统的折弯机变速点较低,滑块下降,很可能会压坏工件,不能压得太紧,也不能压得太松。
3) 在设置退让方面,滑块速度不均,触发器速度不稳定,容易上模未压住板料,就直接后退,很容易压到手。
那我们的安全折弯功能是怎么样的一个解决机制呢?
言简意赅:折弯时,直接踩下滑块,滑块在工进变书点停止,或者延时几秒,然后放入工件,调整延时或者再踩一脚,压住板料,压住板料时候、折弯机系统算法控制压板的轻重,防止压得过重留有折痕,压得太清,角度不够,同时如果客户愿意在扭轴伺服折弯机上加上光栅尺来控制,那就可以可以自由控制限位了,不需要上升到上死点,再工作,这样的折弯机安全折弯功能,第一安全性更高,第二效率也不会太低,第三,如果加上光栅尺那就更容易控制。具体的安全折弯视屏可以点击南京淦元自动化有限公司搜狐视频:
具体的折弯机程序动作拆解示意如下:
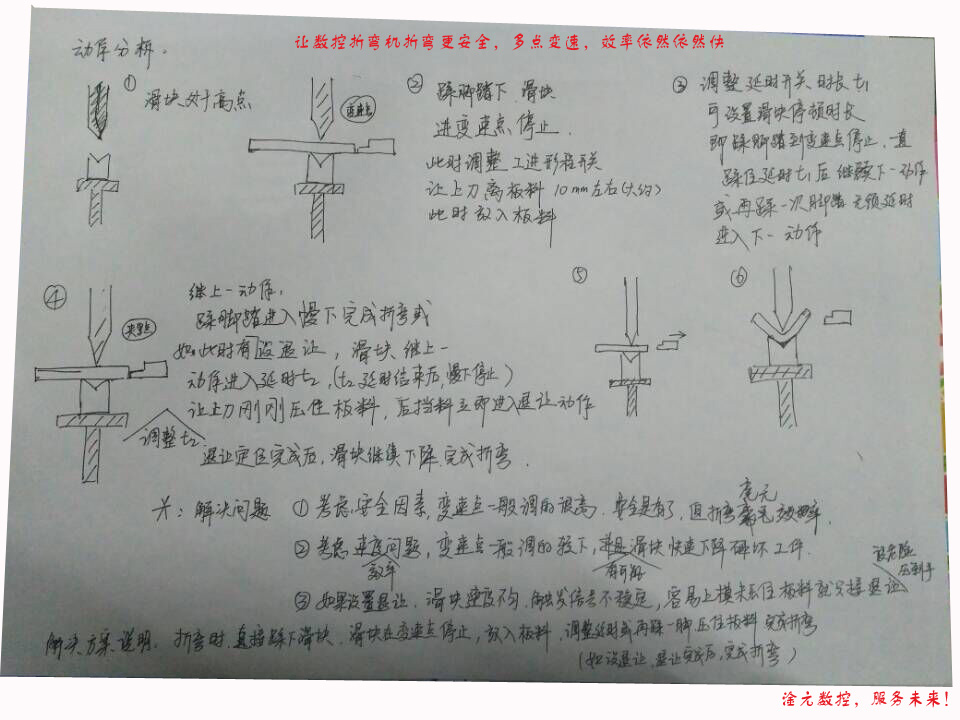
最后,想说的是,这样的功能,加在扭轴类伺服折弯机系统上,到底需要加多少钱呢,答案是,2015年前,所有的系统加装这个功能,免费,我们把电液系统上的使用功能加在扭轴伺服系统上,不是想证明我们有多牛逼,其实这一直是我们坚持的理念,让更多不仅客户用得起,更能用的爽折剪伺服数控,扭轴伺服类系统是这样,电液伺服类系统也是一样,最后还有个好消息,我们扭轴类伺服系统还带折圆弧功能,对于小批量折圆弧的客户,绝对是个利好消息。
淦元数控,服务未来,让数控折剪,更高效、更安全、性价比更高。
