MD11-1型剪板机数控系统故障问题处理解决办法详细总结
MD11-1型剪板机数控系统故障问题处理解决办法详细总结
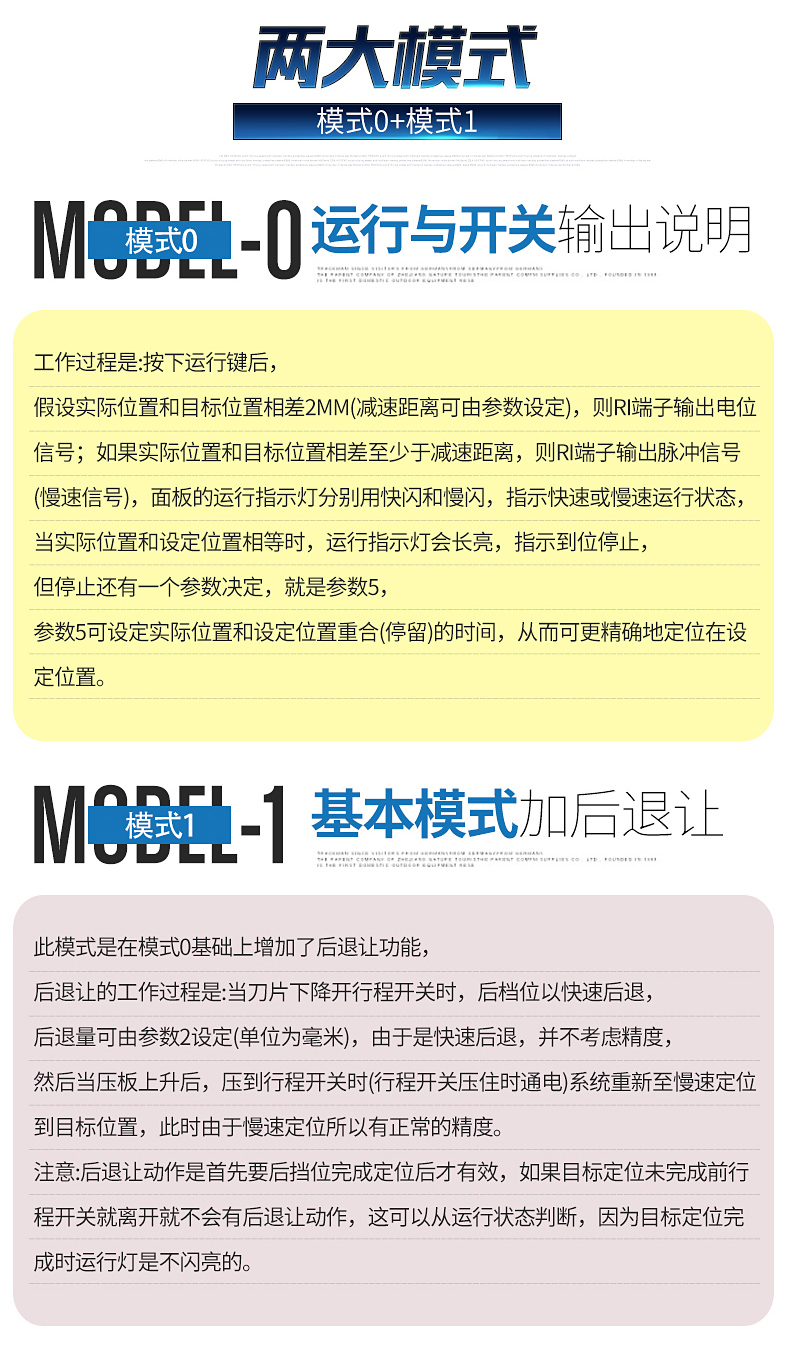
1 数字不走 加减可以走但数字不走 按运行一直冲到最前或者最后
编码器坏了
或者线掉了 颜色顺序 黑红白绿 或者 黑红绿白 COM为黑色
检查联轴器有没有坏
2 按 加或者按减 不动
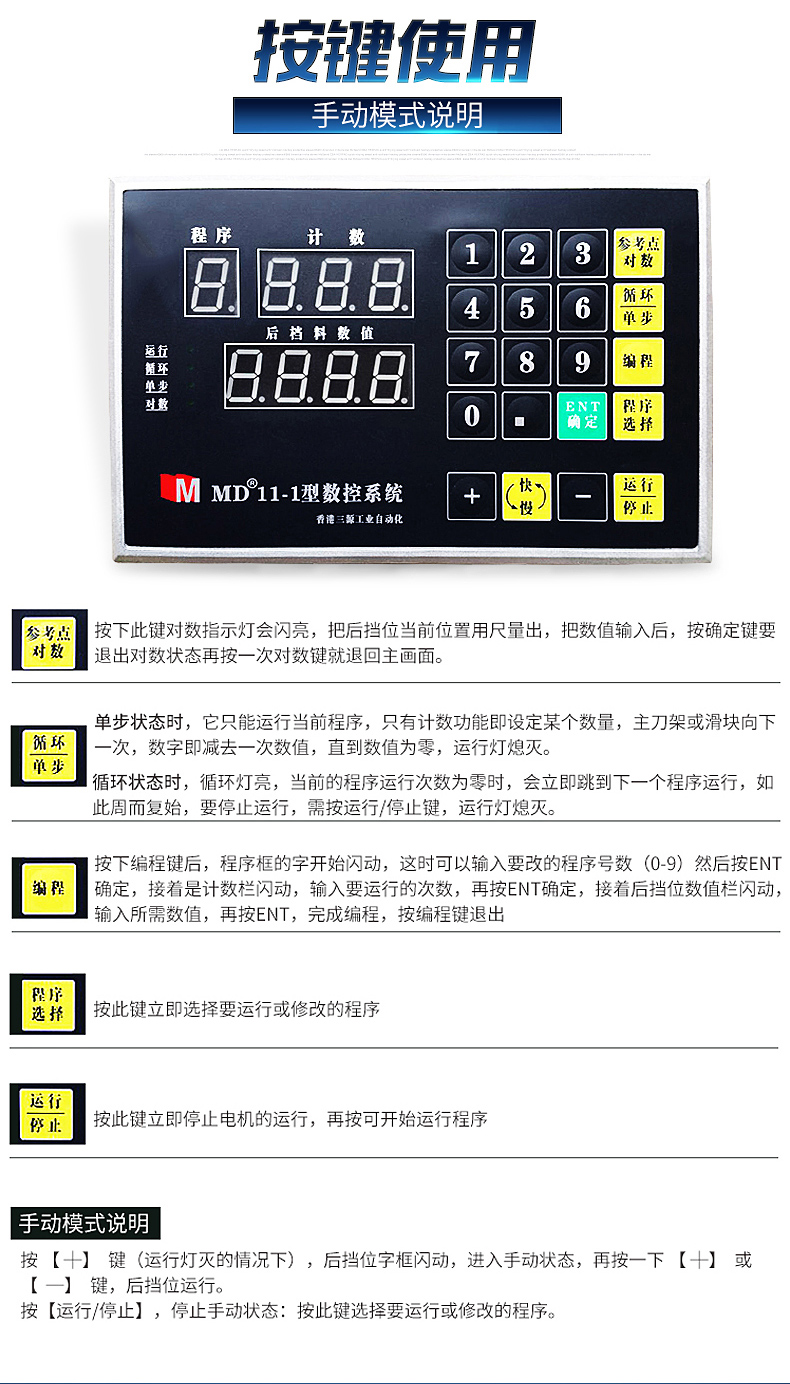
第一步检查数字是不是大于500或者小于10 如果处于软限位 已经很大了 所以不能加 或者已经很小不能减 只要按右上角对数就可以了 如果有出现655.53特别这种注意复位参数重启 按住编程不放 P0 设0 ,P1设 0.15, P2设 0 ,P3设 40, P4 设1.5-2 P5 设0.9, P6设 0.15 ,P7 设10 P8 设500
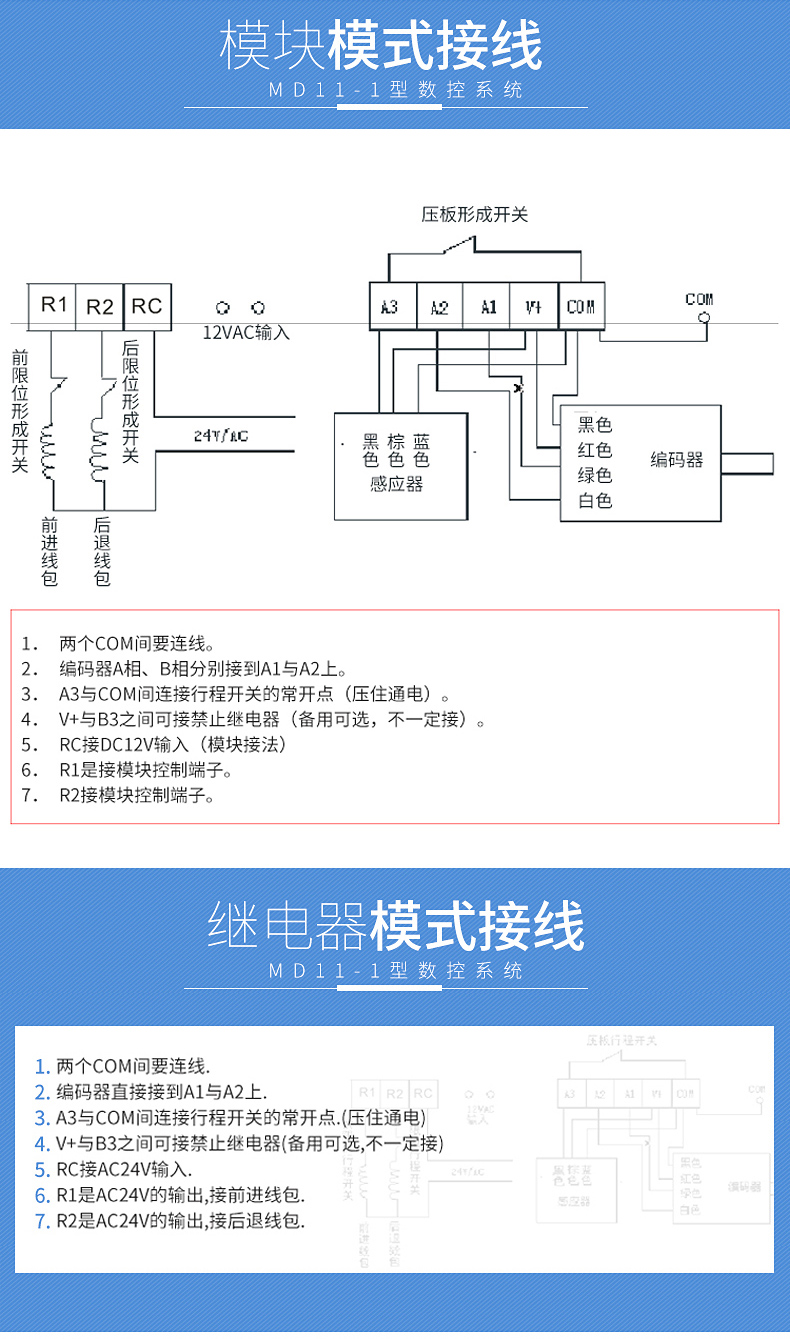
第二 如果上述数字正常 检查 R1 R2 RC 其实系统就是控制R1 R2 与RC的闭合 如果系统输出 由于 限位开关损坏也会造成不动 所以需要排除是不是外部行程限位开关 办法就是直接短接RC 与 R1 R2 看外部线路是不是正常 如果短接能前能后 说明系统故障 如果不能说明外部线路 请电工排查
第三 系统故障我们确认是不是按键这些 按键按的会有滴滴声 如果按键无声 成排成列的 说明按键部分有问题 但是可能主板或者按键 如果更换按键面贴可以直接插上去试试 不用撕掉 撕掉不论好坏无法退换
第四 拆开主板 查看继电器部分后面线路板是不是烧糊
3 显示屏不显示
一般是电源没电
或者老系统更换新版系统 易出现 因为新系统电源要求独立电源 切记变压器不能共零 所以这种情况 要求试机前通知技术部改独立电源
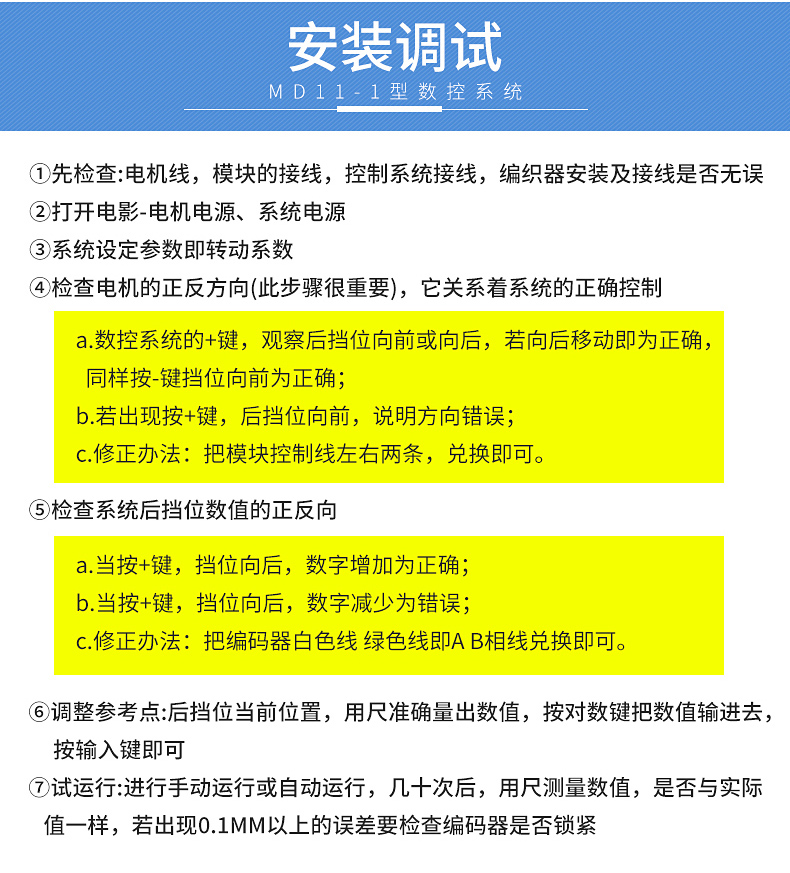
4 调试步骤说明书参考一下 一般先确认按加往后走数字增加 否则已发生飞车
5 数字乱跳就是不到位
首先是不是减速机 必须是这个
第二 螺距是不是匹配,P3=400/螺距
调参数 把P6设置0 调P4 100跑200 运行 越接近越好 确认调好P4后
调节P6 以手动按住加不放 跳动0.2 为宜
6 走位不准
第一步检查联轴器 或者测试重复定位精度
比如100开200 再回100 重复几个来回 如果变了 说明联轴器松 紧下就可以
第二 检查是不是呈放大趋势 越后误差越大 这样就是P3调节不对 就像汽车加油 参数越大走的越多 可以比例计算实际参数
公式 P3实际=(P原来/实际走的距离)*数据理论走的距离
如:数字从100跑到200 实际是100 跑到了180 原来默认P3是40 那么
P3实际=40/(180-100) *(200-100) =50