|
|
DA52、DA56、DA65、S530、S540、CYBELEC880S折弯机电液伺服数控系统4加1轴维修升级成国内自主研发折弯机电液伺服数控系统
- 价格:¥15,000.00 元
- 购买咨询:


产品介绍
淦元自动化国内首家研发折弯机电液数控系统
公司网站:www.ganyuan168.com
联系人:吴经理18952030069
QQ:2310914717

摘要:
DA52、DA56、DA65、S530、S540、CYBELEC880S折弯机电液伺服数控系统维修升级成国内自主研发折弯机电液伺服数控系统,我公司目前独立研发出两款折弯机电液伺服数控系统,是国内首家独立研发出折弯机电液伺服数控系统研发商,打破了国外对折弯机电液伺服数控系统的垄断,我公司产品借鉴了DELEM公司DA53、DA56折弯机电液伺服数控系统,对于维修DELEM公司DA53、DA56折弯机电液数控系统具有很大的替代性,而且价格具有优势,再售后成本将大大降低
目 录
1 面板
下图为剪板机控制系统的操作面板图,面板主要包含可触摸的显示屏幕和用于编程操作和轴控制操作的相关按键。
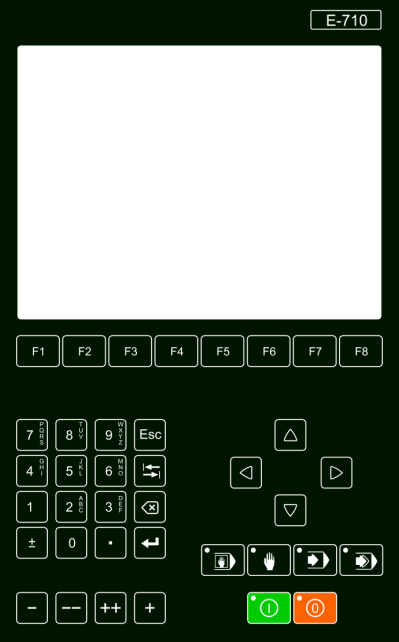
1.1键盘
• 10个数字键 (0 - 9), 【0】~【9】
• 1个小数点或下拉列表展开键, 【.】
• 1个正负号切换键, 【+/-】
• 1个前清除键, 【X】
• 1个确认键, 【8 】
• 1个取消键, 【ESC】
• 4个光标(焦点)移动键, 【↑】【↓】【→】【←】
• 1个停止运行(包含LED指示灯),
• 1个程序运行(包含LED指示灯),
• 4个调轴键,【-】【--】【+】【++】
• 8个功能键, 【F1】~【F8】
• 4个模式选择键(包含LED指示灯), 



程序运行键只有在手控折弯、单步折弯、手调轴和自动折弯界面才有效。
停止运行键只有在程序运行状态下才有效。
1.2 界面布局
折弯机控制系统使用800×600点阵的彩色触摸屏幕。可以通过点触或功能键盘进行系统操作。窗体界面一般有四部分,界面标题(包括窗体标题和当前状态)、参数展现及编辑区、信息提示区、功能按钮区。
2 操作模式
2.1简介
数控系统有如下四种操作模式
 手动折弯模式:
手动折弯模式:
该模式下可以设定单次折弯的所有参数。按启动键启动系统,执行所有参数,后挡料定位。在该模式下,可手动移动各轴。
 工件编程模式:
工件编程模式:
在该方式下可以创建新的或编辑已存在的折弯程序,也可以将折弯程序存入U盘和其他的存贮设备或从其中读出。
 自动折弯模式:
自动折弯模式:
在该方式下,可以自动执行选定的程序。
 单步折弯模式:
单步折弯模式:
在该方式下,选定的程序可以一步一步地执行。
每种模式都可以通过对应的模式按键来选择。同时该模式按键上的LED红灯指示点亮。
2.2基本操作
• 通过单击图形按钮或按图形按钮下方对应的功能键执行功能。
• 在当前的操作模式下,用光标移动键定位光标或直接触摸屏定位光标,进行全屏编辑。在参数输入区输入有效数值,单击回车键确认。数据的有效性和操作帮助概要等操作提示信息显示在屏幕信息提示区。
• 白色背景的数据值可以修改,灰色背景的数据值不能更改。
• 系统提供毫米和英寸两种长度单位,Kn和Ton两种力单位。
• 下拉输入框在获得焦点时单击【.】展开列表,再上下移动光标进行选择项目,单击【8 】确认并收起列表。
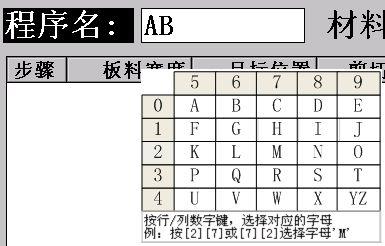
•单击输入法切换键,出现字母输入界面,此时,用户对照字母表单击两个数字键便可得到对应字母。
编码定位规则是[行号,列号]或[列号,行号],如15或51对应G。如果一个编码对两个字母,则可通过扩展编码得到字母,如X的输入编码是491或941。
3 编程模式
系统启动后自动进入编程模式,或单击 进入编程模式。
进入编程模式。
编程模式下的主菜单界面如下:
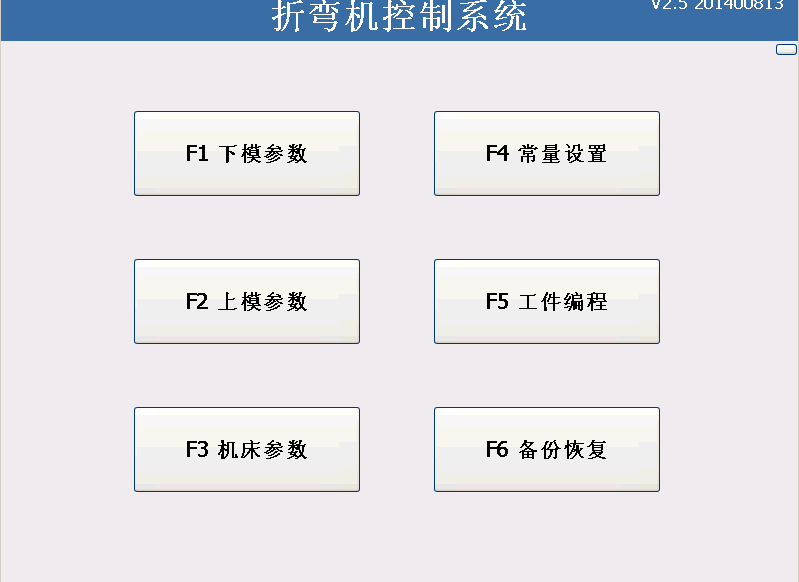
菜单中的每个项目都可以有几种方式来选择:
-单击菜单对应的功能键
-用箭头按键移动高亮度光标至所需要的菜单并单击回车键确认
-直接单击想要的菜单图形按钮
菜单项目的简介
下模参数:编辑下模尺寸等参数
上模参数:编辑上模尺寸等参数
机床参数:编辑机床尺寸等参数
工件编程:编辑工件边长、角度、宽度等参数
常量设置:设定编程常量
备份恢复:备份数据到U盘或从U盘恢复数据
注:
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.1 下模参数
单击【下模参数】后进入下模参数界面。系统中的所有下模在列表中呈现。
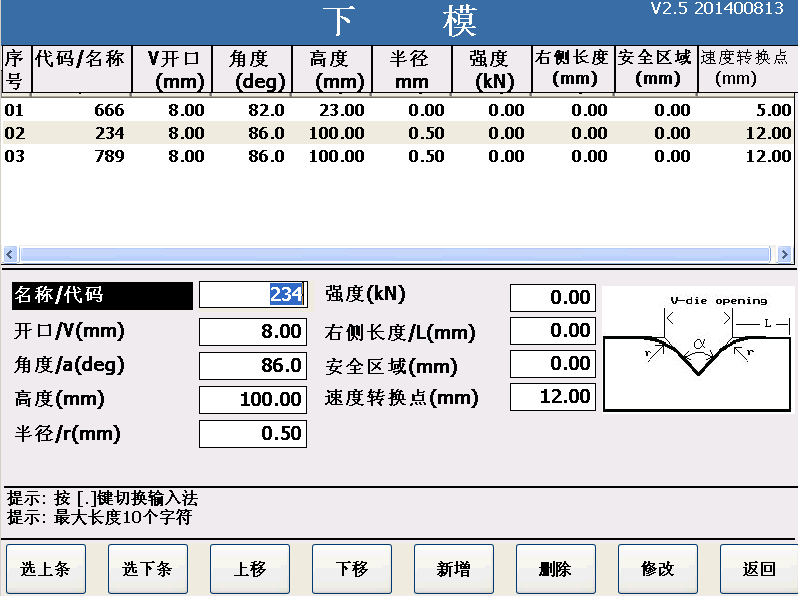
在本界面中可以进行下模选择、下模显示行位置交换、新增下模、删除下模、修改下模参数等操作。
• 选择一个下模
单击【选上条】或【选上条】,选中的下模在列表中用蓝色背景指示,选中的下模的参数自动填入数据卡片。
• 下模显示行位置交换
单击【上移】,则选中的下模与其上面邻近的下模交换位置
单击【下移】,则选中的下模与其下面邻近的下模交换位置
• 新增下模
在卡片中输入下模数据,然后单击【新增】,则这个下模自动追加到列表中。数据库同步更新。
• 删除下模
单击【删除】,则系统确认是否删除选中的下模,单击【是】则从列表中删除这个下模。数据库同步更新。
• 修改下模
在卡片中输入新的数据,然后单击【修改】,则列表中的下模数据自动更改。数据库同步更新。
注:模具参数值来自模具生产厂提供的数据
下模参数设置要在正式生产前完成
不要删除已经在手控折弯或工件折弯程序中使用的下模
不要更改已经在手控折弯或工件折弯程序中使用的下模参数值
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.2 上模参数
单击【上模参数】后进入上模参数界面。系统中的所有上模在列表中呈现。

在本界面中可以进行上模选择、上模显示行位置交换、新增上模、删除上模、修改上模参数等操作。
• 选择一个上模
单击【选上条】或【选上条】,选中的上模在列表中用蓝色背景指示,选中的上模的参数自动填入数据卡片。
• 上模显示行位置交换
单击【上移】,则选中的上模与其上面邻近的上模交换位置
单击【下移】,则选中的上模与其下面邻近的上模交换位置
• 新增上模
在卡片中输入上模数据,然后单击【新增】,则这个上模自动追加到列表中。数据库同步更新。
• 删除上模
单击【删除】,则系统确认是否删除选中的上模,单击【是】则从列表中删除这个上模。数据库同步更新。
• 修改下模
在卡片中输入新的数据,然后单击【修改】,则列表中的上模数据自动更改。数据库同步更新。
注:模具参数值来自模具生产厂提供的数据
上模参数设置要在正式生产前完成
不要删除已经在手控折弯或工件折弯程序中使用的上模
不要更改已经在手控折弯或工件折弯程序中使用的上模参数值
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.3 机床参数
单击【机床参数】后进入机床参数界面。
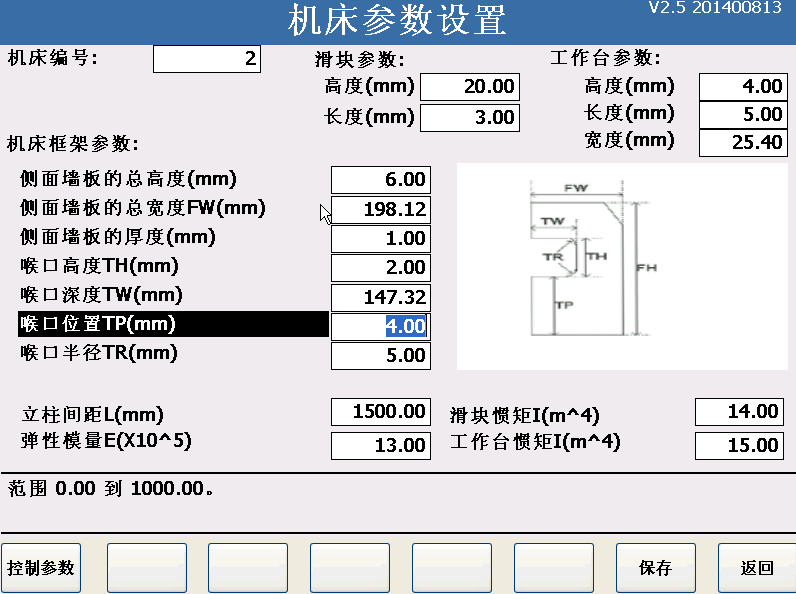
在本界面中可以编辑机床尺寸参数
• 保存机床参数值
在输入各参数新数据,然后单击【保存】,则新数据自动保存到数据库中。
工作台长度参数值是其他界面折弯板料的最大值
注:依据机床外观尺寸设置机床参数值
机床参数设置要在正式生产前完成
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.4 常量设置
单击【常量设置】后进入常量设置界面。常量设置包含通用参数、材料参数、编程常量、计算设置等。
可以通过单击【前页】、【后页】切换参数页。
3.4.1 设置通用参数
在本界面中可以更新系统所以界面语言、长度单位和力单位
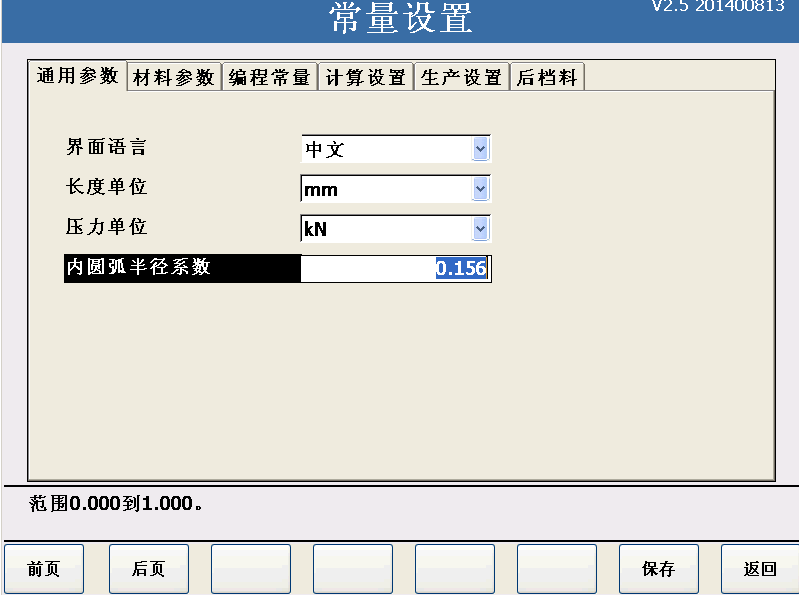
• 更新通用参数
单击【.】展开下拉列表或单击展开下拉列表,选择一个项目,然后单击【保存】,则新设置数据自动保存到数据库中。
3.4.2 编辑材料参数
在本界面中可以设置材料参数,如材料名称、拉伸强度(N/mm^2)、模量。
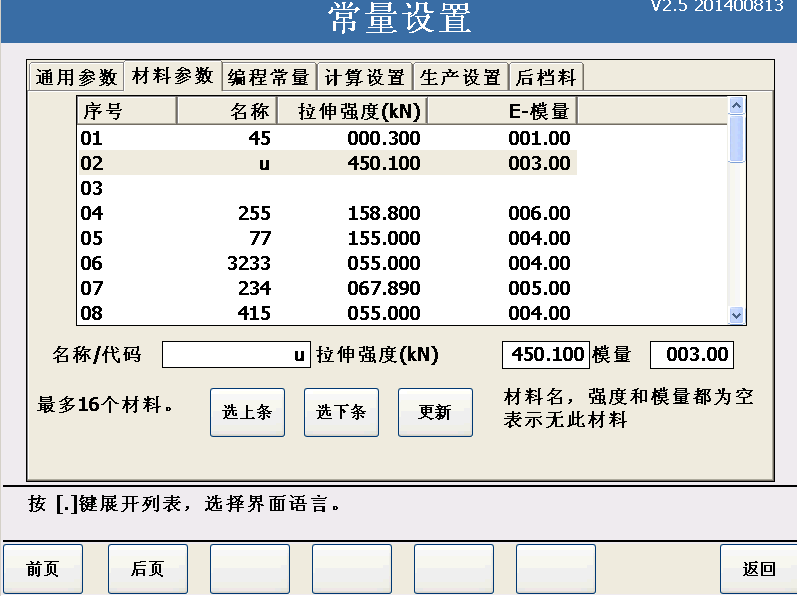
• 更新材料参数
单击【选上条】或【选下条】选择一个材料,在名称、拉伸强度、模量中输入数据,然后单击【更新】,则新设置数据自动保存到数据库中。
• 删除材料
选择材料,这个材料的3个参数清空,再【更新】即可。
注:系统提供最多16个材料,
材料参数设置要在正式生产前完成
不要删除已经在手控折弯或工件折弯程序中使用的材料
不要更改已经在手控折弯或工件折弯程序中使用的材料参数值
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.4.3 编程常量
在本界面中可以设置是否自动计算、是否使用校正库等参数。
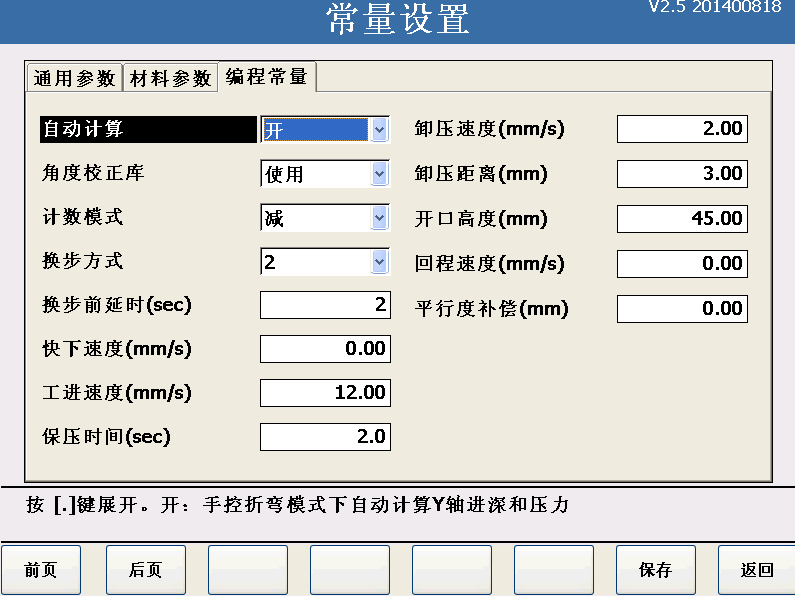
• 更新常量
选择或输入新值,单击【保存】,则新设置数据自动保存到数据库中。
注:
自动计算:“开”表示手控折弯模式自动计算Y进深和压力。
角度校正库:“使用”表示手控折弯和程控折弯使用角度校正库。
计算模式:“增”表示自动折弯模式下,工件数按加法(+1)方式计数,“减”表示自动折弯模式下,工件数按减法(-1)计数。
换步方式:0-
1-
2-
3-
换步前延时:硬件 软件控制?
快下速度、工进速度、保压时间、卸压速度、卸压距离、开口高度、回程速度、平行补偿等参数用于程控折弯默认值。
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.5 工件编程
单击【工件编程】后进入工件编程界面。系统中的所有工件在下拉列表中呈现。本界面用于编辑工件图,工件图是工件剖面图主要由面构成,面由长度和角度组成。一个工件的所有面依据实际的连续位置顺序对应显示在列表中。列表不能直接编辑,要在面卡片中编辑面数据。
依据工件图纸上的标注,编辑工件。如有下工件图,此工件图共有8个面。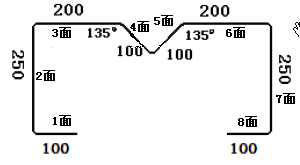
工件的面续一般有两种,如上工件图的面续有:1 2 3 4 5 6 7 8和8 7 6 5 4 3 2 1,可以按其中一种面续依次添加面。面续最后一个面没有角度,可以用任意角度替用。
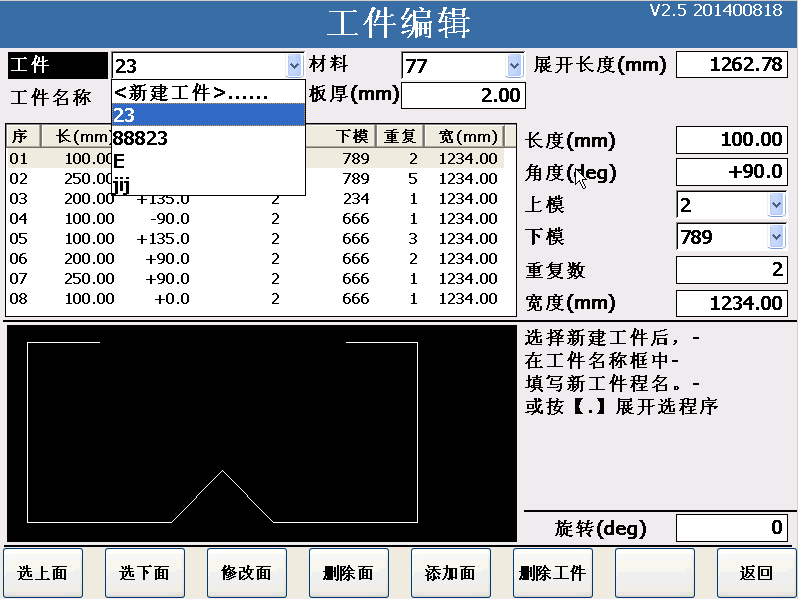
• 新建工件名称
在工件下拉列表中选择“<新建工件>…”,在工件名称文本框中输入工件名称,单击【确认】,则符合规则的工件名称自动加入到工件下拉列表
• 选择工件
单击【.】展开工件下拉列表或单击展开下拉列表,选择一个工件名称,然后单击【确认】,则选择的工件名自动填入到工件名称文本框中。如果这个工件有图,则工件图呈现在黑色图板中。
• 选上面
单击【选上面】,则选中的面在列表中用蓝色背景指示,选中的面数据自动填入面卡片。
• 选下面
单击【选下面】,则选中的面在列表中用蓝色背景指示,选中的面数据自动填入面卡片。
• 修改面
在面卡片中编辑面参数值后,单击【修改面】,则面列表、工件图和工件数据库自动更新。
• 添加面
在面卡片中编辑面参数值后,单击【添加面】,则面列表、工件图和工件数据库自动更新。
• 删除工件
单击【删除工件】,则系统确认是否删除当前工件,单击【是】则列表、工件图板清空,数据库删除这个工件。
注:
工件编程将影响单步折弯和自动折弯
工件数无限制
一个工件最多99面
在本界面,可以直接进入手控折弯模式、单步折弯模式和自动折弯模式
3.6 备份和复制
在击【备份恢复】按钮或正下方功能键进入备份模式。本界面提供数据库备份及恢复功能。
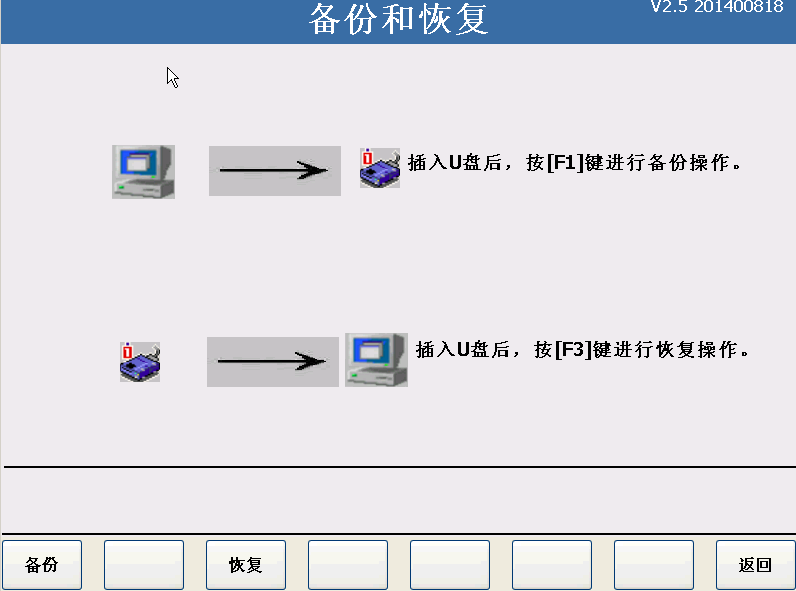
在本界面中:
• 点击【备份】,执行备份功能,数据复制保存到外存储器。
• 点击【恢复】,执行恢复功能,外存储器中的数据覆盖掉本系统数据。
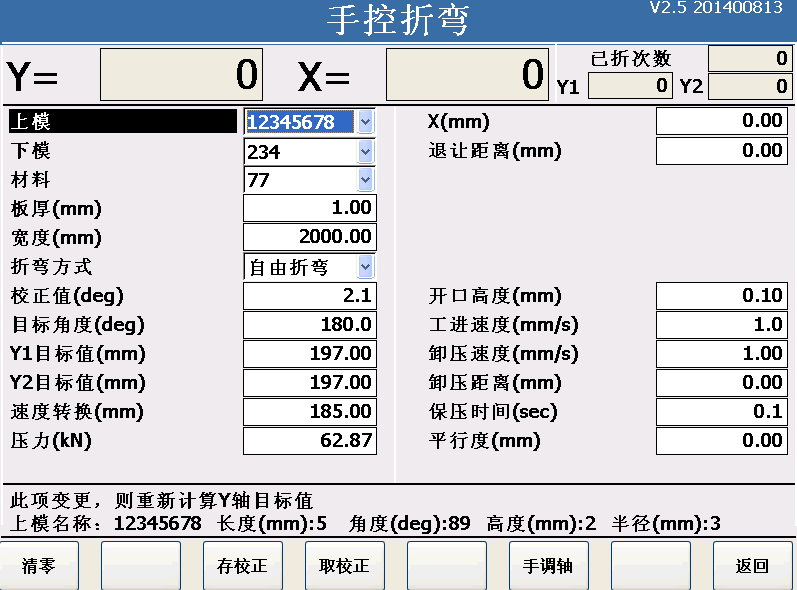
4手动模式
单击  进入手动折弯模式。
进入手动折弯模式。
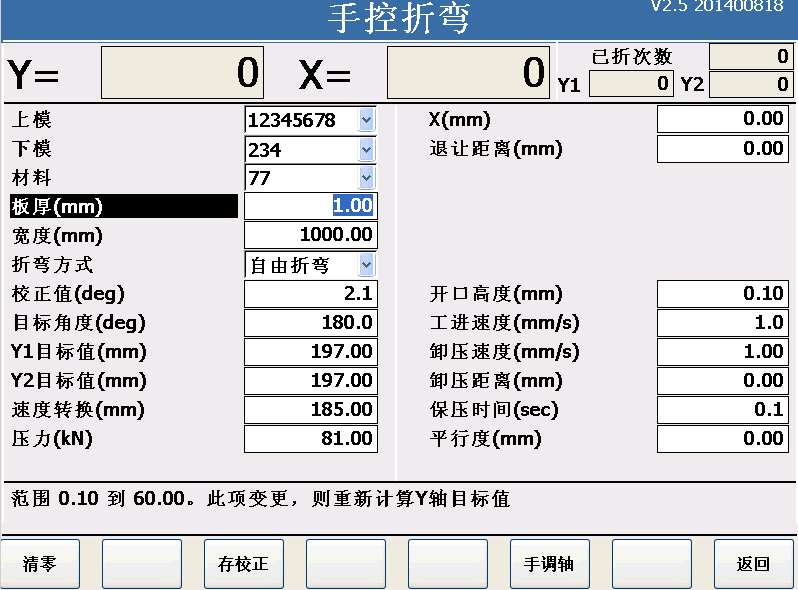
在本模式下,可编辑并执行一道折弯。该道折弯程序与程序库中的工件折弯程序无关,与单步折弯模式下的编程相似,但只能编一道折弯程序。
在本界面中:
• 展现Y、Y1、Y2、X的实际位置
• 展现已折次数
• 可以自动计算Y1和Y2目标位置和压力(如果常量设置中自动计算为“开”)
• 可以使用自动读取校正库和手动存储校正值(如果常量设置中“使用”校正库)
• 清零
单击【清零】,则手控折弯的已折次数计数归零
• 手动存储校正值
单击【存校正】,则当前校正值存入校正库
• 自动调取校正值
使校正值文本框获得焦点,如果校正库有对应的校正值则在提示区显示校正值。
• 启动运行
所有参数值选择和输入完毕后,单击  ,启动手控折弯。脚踏控制一个完整的折弯周期,已折弯次数加1。
,启动手控折弯。脚踏控制一个完整的折弯周期,已折弯次数加1。
• 停止
在启动阶段的任何时刻,都可以单击  ,结束当前的手控折弯工作
,结束当前的手控折弯工作
• 自动保存
单击【返回】或其他使本界面关闭的键(如单步折弯模式键),系统自动保存当前界面中的可编辑参数值
注:
运行过程中只能进行停止操作外,不能进行其他任何操作
在本界面,可以直接进入工件编程模式、单步折弯模式和自动折弯模式
4.1 手调轴
旋转机床上的旋钮到手控位置,单击手控折弯界面中的【手调轴】,进入如下界面

在本界面中:
• 展现Y、Y1、Y2、X的实际位置
• 调整轴位置
将焦点移到某个轴,根据提示进入调轴状态,单击或按住  来调整轴位置
来调整轴位置
【-】【--】 使轴位置值(慢或快)变小
【+】【++】 使轴位置值(慢或快)变大
注:
无论是快变位置还是慢变轴位置,轴位置变化率都非常小,所以在按键过程中要始终观察轴的位置变化
在本界面,可以直接进入工件编程模式、手控折弯模式、单步折弯模式和自动折弯模式
5 单步折弯模式
单击  进入单步折弯模式。此模式主要用于确定折弯工序和每道的折弯控制参数值,为自动折弯作准备。
进入单步折弯模式。此模式主要用于确定折弯工序和每道的折弯控制参数值,为自动折弯作准备。
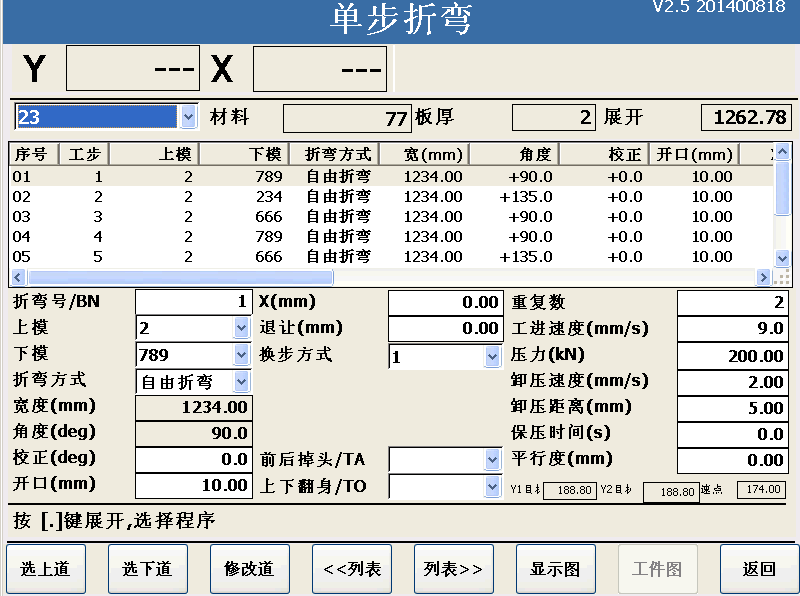
• 选择程序
单击【.】展开折弯程序下拉列表或单击展开下拉列表,选择一个折弯程序,然后单击【确认】,则折弯程序步显示在列表中
• 选上道
单击【选上道】,则选中的工步在列表中用蓝色背景指示,选中的道的折弯控制数据自动填入数据卡片。
• 选下道
单击【选下道】,则选中的工步在列表中用蓝色背景指示,选中的道的折弯控制数据自动填入数据卡片。
• 修改道
在数据卡片中编辑完折弯控制参数值后,单击【修改道】,则工步列表、和折弯程序数据库自动更新。
• 移动列表
列表很宽,超出屏幕范围,可以单击【《列表】和【列表》】左右移动列表
• 显示折弯图
单击【显示图】,可以显示当前工步折弯前、后的工件形状示意图。如下是1号工步折弯前(白色)和折弯后(红色)的工件形状图示。

注:
1个折弯程序的折弯号序必须是 1 2 3 4…N个连续99(N>0),否则无法正常显示折弯图,这个折弯程序也不能进行自动折弯
除了角度、上下模、材料、厚度和宽度自动取自工件编程外,其他控制参数值或自动计算或自动取自常量设置或手工选择和输入
一次折弯后,自动停止
5.1 设定折弯工步顺序
确定折弯程序的折弯工步顺序是系统能自动折弯的先决条件之一。利用单步折弯界面中的折弯图可以辅助完成这项任务。折弯图除了能反映当前工步折弯前、后的工件形状,还能提供是否产生工件干涉信息。如下图反映当前工步会产生干涉,说明本步序号或之前的工步顺序设置不合理。

6 自动折弯模式
单击  进入自动折弯模式。此模式主要用经过单步折弯模式处理的折弯程序进行自动折弯。
进入自动折弯模式。此模式主要用经过单步折弯模式处理的折弯程序进行自动折弯。
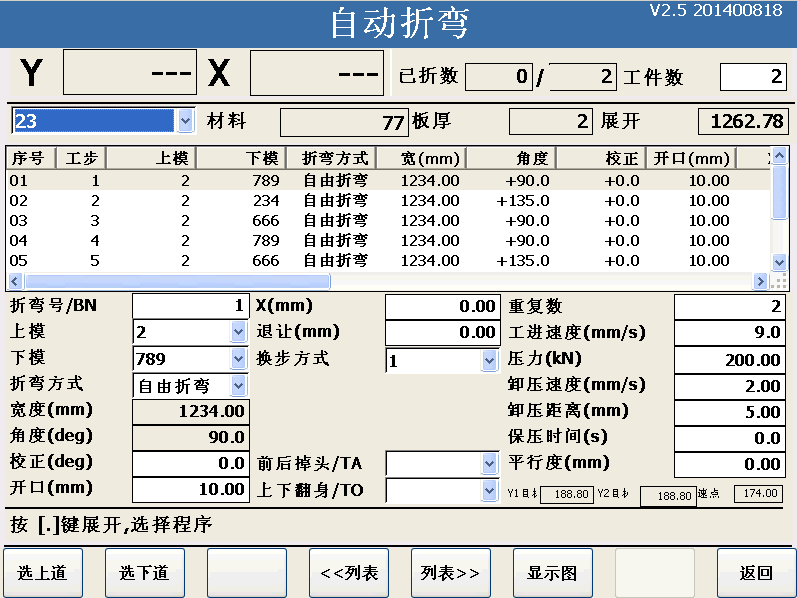
默认从工步1号道开始折弯,也可以通过【选上道】和【选下道】来指定起始折弯道。
• 设定工件数
在工件数文本框中输入工件数。
如果是减计数,每执折弯完最后一道工步的重复数,工件数减1,当工件数=0时,自动执行结束,自动停止。
如果是增计数,每执折弯完最后一道工步的重复数,工件数加1,需手动停止。
退出此界面时,工件数自动保存,已折数不保存。
注:
操作员需依据本界面中的前后掉头、上下翻身、上下模等信息提示手工操作模具和板材
7业务流程

文章来源于南京淦元自动化有限公司,转载请注明,南京淦元自动化专注折剪系统研发,掌握折剪机床改装升级核心科技。
香港三元淦元自动化国内首家研发折弯机电液数控系统
公司网站:www.ganyuan168.com
联系人:吴经理18952030069
QQ:2310914717
